- Hawk-Line - Rahmen und Halter für Aussen und Innen
- Aufhängesysteme vom Profi
- Aufhänge-Rückrahmen Info
- Aufhängeklebeleisten Info
- Aufhängeklebelaschen Info
- Aufhängeklebebleche und andere Aufhänger
- Kantenschutzrahmen Info
- Einfassrahmen Info
- Blockrahmen Info
- Anwendungsbeispiele
- Klebetechnik
- Befestigungen
- Montageteile
- Abstandhalter
- Plattenverbinder
- Galerieschienen
- Trennwände Infektionsschutz
- Videos
- Prüf- und Testlabor
- Nachhaltigkeit
- Brandschutz
- E-Mail-Anfragen / Bestellungen
- Download
-
Einkauf - Rückrahmen

-
Einkauf - Aufhängeklebeleiste
-
Einkauf - Aufhängeklebebleche
- Einkauf - Aufhängeklebelaschen
-
Einkauf - Andere Aufhänger
-
Einkauf - Kantenschutzrahmen
-
Einkauf - Einfassrahmen
-
Einkauf - Blockrahmen
-
Einkauf - Klebstoffe
-
Einkauf - Klebevorbereitung
-
Einkauf - Montageteile, Zubehör
- Einkauf - Abstandhalter
-
Einkauf - Plattenverbinder
-
Einkauf - Galerieschienen
-
Einkauf - Werkzeuge
-
Einkauf - Corona Wall
- Versandkosten
Inhalte Klebetechnik Verarbeitungshinweise
Verarbeitungshinweise zu Verklebungen
|
Die 7 Schritte zur zuverlässigen Verklebung:
|
|
|

|
Schauen Sie sich bitte auch unsere Videos dazu an:
|
 |
Klebevorbereitung |
|
Verklebung eines Rückrahmens mit einer Bildplatte
|
Beispiele:
Aluminiumverbundplatte und Aufhängerückrahmen mit SM-Polymerklebstoffen / für Innen- und Außenbereiche
1. Verarbeitungstemperatur der Klebepartner +15 °C bis +35 °C
2. Klebeflächen des Rückrahmens und der Bildplatte vorreinigen
3. Klebeflächen des Rückrahmens und der Bildplatte leicht anschleifen
4. gründliche Reinigung mit Isopropanol, Oberflächen abdampfen lassen
5. Topfzeit beträgt ca. 10 Minuten bei 20°C und 50% relativer Luftfeuchtigkeit, d.h. alle Arbeiten müssen zügig hintereinander innerhalb dieser Zeit ausgeführt werden
6. Abstandshalter, z.B. kleine Forexreststücke, mit mindestens 2 - 3 mm Höhe in regelmäßigen Abständen so auf die Klebefläche der Platte legen, dass sie später wieder entfernt werden können
7. Kleberaupe mit 8 bis 12 mm Breite auf den Rückrahmen aufdrücken
8. Rückrahmen auf die Bildplatte bringen, ausrichten, fest andrücken
9. Stärke des Klebers (Spalt zwischen Rahmen und Platte) sollte 2 bis 3 mm betragen, Abstandshalter können nach 4 Stunden entfernt werden
10. 24 h nicht bewegen und aushärten lassen
Aluminiumverbundplatte und Aufhängerückrahmen (PGSK) mit Montageklebeband / für trockene Innenbereiche
1. Verarbeitungstemperatur 18° - 30°C
2. Klebefläche der Platte mit Aceton und/oder Isopropanol vorreinigen
3. Klebefläche der Platte anschleifen (Schleifvlies)
4. Klebefläche der Platte mit Isopropanol endreinigen
5. zu verklebende Teile aufeinanderlegen und ausrichten
6. Abdeckpapier/-folie vom Montageklebeband des Rückrahmens entfernen und fest andrücken mit
20 N/cm² (ca. 2 kg/cm²)
Tipp: Wenn vorhanden, können Sie zum Andrücken einen Rollenlaminator verwenden. Die Rolle, die
auf den Rückrahmen drückt, sollte mit einem Karton o.ä. geschützt werden.
7. nach 24 Stunden ist die Verklebung stabil und einsatzbereit (nach 72 Stunden 100% Klebkraft)
Kunststoffplatte und Aufhängerückrahmen mit Montageklebeband / für trockene Innenbereiche
1. Verarbeitungstemperatur 18° - 30°C
2. Test der Oberflächenbeschaffenheit mit Wassertropfen: Kugelform bleibt erhalten = ungeeignete Klebefläche
oder Wassertropfen zerfließt = geeignete Klebefläche
3. Klebefläche der Platte mit Aceton und/oder Isopropanol vorreinigen
4. Klebefläche der Platte anschleifen (Schleifvlies)
5. Klebefläche der Platte mit Isopropanol endreinigen
6. zu verklebende Teile aufeinanderlegen und ausrichten
7. Abdeckpapier/-folie vom Montageklebeband des Rückrahmens entfernen und fest andrücken mit
20 N/cm² (ca. 2 kg/cm²)
Tipp: Wenn vorhanden, können Sie zum Andrücken einen Rollenlaminator verwenden. Die Rolle, die
auf den Rückrahmen drückt, sollte mit einem Karton o.ä. geschützt werden.
8. nach 24 Stunden ist die Verklebung stabil und einsatzbereit (nach 72 Stunden 100% Klebkraft)
_______________________________________________________________________________________________________
Im Anschluss finden Sie die Informationen detailliert aufgeführt, basierend auf Inhalten u.a. von Datenblätter der 3M Deutschland GmbH.
Generell gilt: Je sorgfältiger die Klebevorbereitung ausgeführt wird, um so stabiler ist die Verklebung.
Oberflächenbeschaffenheit
Die Oberflächen müssen trocken, frei von Staub, Öl, Oxiden, Trennmitteln und anderen
Verunreinigungen sein. Die zu klebenden Materialien müssen in sich fest sein.
Bitte beachten Sie:
Die Festigkeit einer Klebung ist nur so gut wie die innere Festigkeit der zu klebenden Materialien.
Oberflächenreinigung
Zum Entfernen von Staub, Öl und Trennmitteln können z. B. folgende Reinigungsmittel eingesetzt
werden:
- FT 100 zur Vorreinigung, Clean AD(hesive) 300 zur Hauptreinigung von Bio-Circle
- Isopropanol, mindestens 50%, besser 99,9%
- Aceton oder MEK (Ethylmethylketon)
Generell dürfen die Reinigungsmittel keine Rückstände hinterlassen (ausser Primer) und das Substrat nicht angreifen. Verwenden Sie saubere, fusselfreie Einweg-Tücher zum Reinigen. Gereinigte Oberflächen sind schnell zu verkleben, um eine Wiederverschmutzung (Staub/Fingerabdrücke) und ein Absinken der Oberflächenenergie zu vermeiden.
Ungeeignet sind z. B. Universalverdünner, Terpentin, Benzin, Spiritus und alle Reiniger, die nicht rückstandsfrei abtrocknen.
Mechanische Oberflächenreinigung
Konnte mit den vorab aufgeführten Reinigungsmitteln keine geeignete Oberfläche erzielt werden,
z. B. bei Oxiden, Trennmitteln oder pulverlackierten Materialien, sollte ein leichtes Anschleifen
mit 3M Schleifvlies erfolgen. Vor dem Anschleifen der Oberflächen sind diese
mit geeigneten Reinigungsmitteln zu säubern. Nach dem Anschleifen ist eine zweite Reinigung
notwendig, um den Schleifstaub zu entfernen.
Bei Kunststoffen und Lacken ist die Lösemittelverträglichkeit zu prüfen (Spannungsrissbildung,
Absorption von Lösemittel).
Das vorherige Anschleifen mit 3M Schleifvlies hat sich auch bei den häufig niederenergetischen
Pulverlacken (wie z.B. bei Aluverbundplatten) als vorteilhaft herausgestellt.
Bestimmung der Klebeeignung der Oberflächen
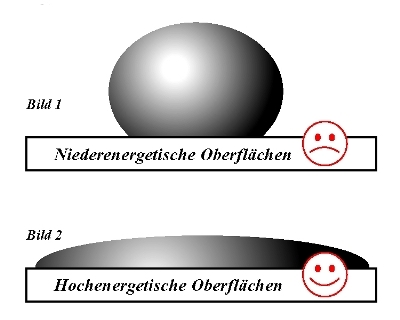
Zur Bestimmung einer gut oder weniger gut zu klebenden Oberfläche, ist der Wassertropfentest
geeignet: Oberfläche reinigen; Fügepartner mit Wasser benetzen.
|
|
Bilden sich Wassertropfen wie in Bild 1 zu sehen, so ist Vorsicht geboten (niederenergetische Oberfläche). Werkstoffbeispiele: Polyolefine (Polyethylen, Polypropylen), Gummi (EPDM etc.), pulverlackierte Materialien, Silikone, Teflon Verläuft der Wasserfilm bzw. bildet sich ein Wasserfilm, so ist von einer gut zu klebenden bzw. hochenergetischen Oberfläche auszugehen. Werkstoffbeispiele: blankes Aluminium, blanker Stahl |
Temperatur
Die günstigste Verarbeitungstemperatur (Objekt und Umgebungstemperatur) liegt zwischen +18°C und +30°C.
Kondensatbildung sollte vermieden werden, z. B. dann, wenn die zu verbindenden Werkstoffe aus kalten Lagerräumen in warme Produktionsräume kommen.
Andruck
Die Festigkeit einer Verklebung mittels Montageklebebändern ist direkt abhängig von dem Kontakt, den der Klebstoff zu den zu
klebenden Oberflächen hat. Ein kurzer, hoher Andruck (z. B. mit einem Rakel, Andruckrolle oder Andruckvorrichtung etc.) sorgt für einen guten Oberflächenkontakt.
Die Art und Höhe des Andruckes ist abhängig vom Werkstoff (dünn- oder dickwandig etc.) und von der Geometrie der Bauteile.
Faustregel: ca. 20N/cm2
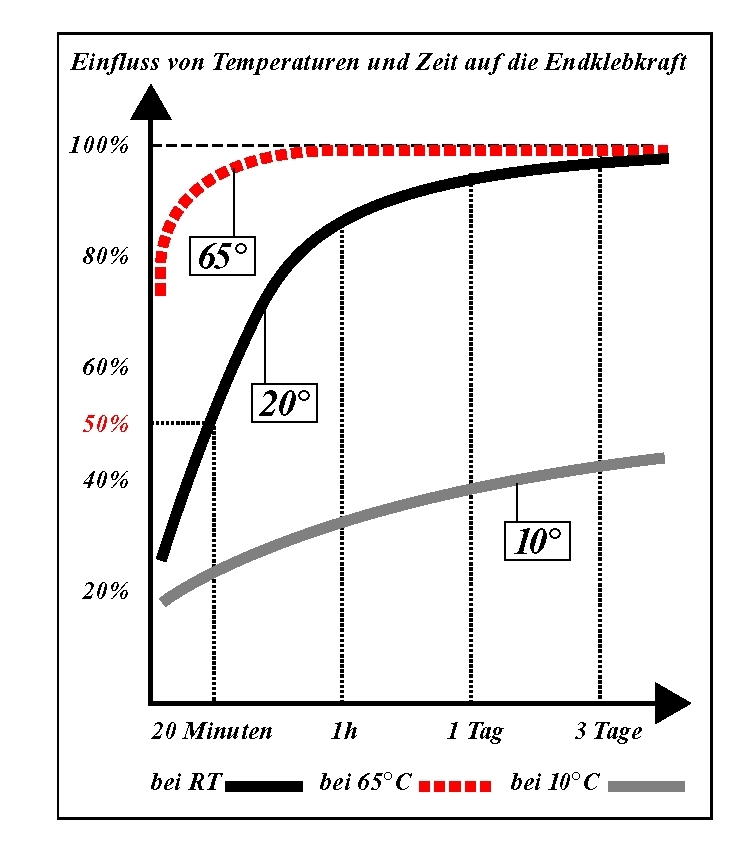
Endklebkraft
|
|
|
Je nach Klebstoffsystem kann die Verweilzeit bis zur Endklebkraft 72 Stunden betragen. Durch Druck und/oder Erwärmung ist die Endklebkraft schneller zu erreichen, da durch diese zusätzliche Maßnahme ein besseres Fließverhalten der viskoelastischen Klebebänder erzielt wird. |